产品系列
- 行业动态
- 推荐产品








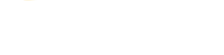
硅除尘骨架在实际使用方面中产生重要的作用和性能,硅除尘骨架能够适应市场变化情况,充分的展现硅除尘骨架的优势和特性。在除尘工作中按照市场的情况进行良好的操作和运用镀锌框架适用于各种型号及和各种燃烧方式的工业锅炉及热电站锅炉的粉尘治理,硅除尘骨架(硅除尘骨架、镀锌框架)出现滤袋底部积灰问题需要进行及时的处理,能够充分发挥作用,避免损害硅除尘骨架,硅除尘骨架在除尘中继续产生良好的性能和价值。
硅除尘骨架技术要求:
1.应有足够的强度、刚度、垂直度和尺寸的准确度,以防受压变形,运输中损坏,滤袋装入除尘器后相互接触以及装袋困难、袋框摩擦等情况的发生。
2.硅除尘骨架表面做处理,可用喷塑或镀锌,用于高温的处理剂应满足高温的需要。
3.所有的焊点牢固,不允许有脱焊、虚焊和漏焊。
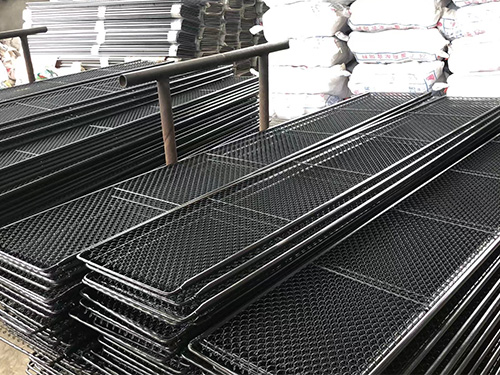
硅除尘骨架生产过程:
◇将已加工好的袋笼浸入除油槽15分钟,目的是除去袋笼表面的油污。
◇从除油槽中取出袋笼放入清洗槽进行浸泡清洗,目的是除去袋笼上的除油剂。
◇从清洗槽取出袋笼放入除锈槽进行除锈处理,目的是除去袋笼上的金属氧化层,增强吸附力。
◇从除锈槽取出笼骨放入磷化槽进行磷化处理,目的是增强袋笼表面的粘合力。
◇将处理好的袋笼放入烤箱,温度设为$2100℃,进行20-30分钟的烘干,目的除去袋笼上的水份,保持袋笼本体的干燥。
◇取出袋笼,将调制好的硅均匀的喷涂在袋笼表面。涂层厚度在60μm~100μm。
◇将喷涂好的袋笼放入烤箱,温度设为$2220℃,进行120分钟的烘烤。之后保持$2200℃,进行30分钟的热定型。将袋笼自然冷却,即完成了袋笼硅喷涂工艺。
◇硅粘合力强的厚度在60-70μm之间。