产品系列
- 行业动态
- 推荐产品








蓄热式氧化炉是一种废气处理设备,其原理是在高温下将可燃废气氧化成相应的氧化物和水,从而净化废气。与传统的催化燃烧和直接燃烧热氧化炉相比,具有热、运行成本低、能处理大风量、低浓度废气等特点,降低了生产和运行成本。然而,现有的氧化炉有一个或两个处理室,未经处理的废气不能吹出继续处理,只有一两个处理室不能达到较高的废气处理率,而且由于炉在高温高压下工作,氧化炉是一个非常重要的指标。
蓄热式氧化炉都被处理的废气的浓度限制在不到25%。蓄热式系统的情况下,这个限制是因为有热失控的危险。在热回收系统的情况下,是为了防止热回收器的破损。作为解决方法,可以在废气中混入空气,降低浓度,进行复数的热回收。如果式废气的温度约为300个以上时,采用蓄热式系统(RTO)是不合适的。这是因为高温的废气会大幅度降低逆向阀的性和寿命。此外,到了这么高的温度,RTO的高成本还不足以抵消燃料和节约电力消耗的好处。如果未处理的废气的温度超过500磅,采用热回收式焚烧系统比采用直燃式焚烧系统要好。因为燃料消耗的差距太少,不足以抵消增加的热回收器带来的投资成本。
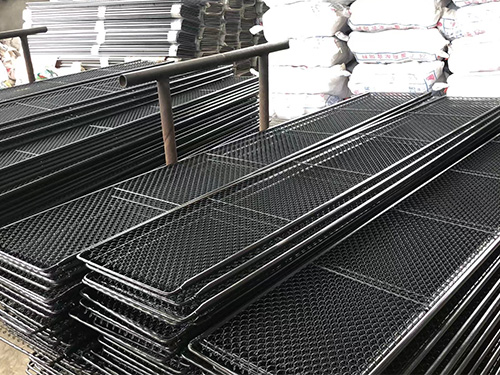
通过催化剂降低活化能,将VOCs氧化为CO2和H2O。同时,氧化释放的热量由烟气输送到陶瓷蓄热体进行蓄热,蓄热能量用于预热后续的废气,适用于对热回收要求较高的工况。
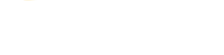
催化氧化设备有两个或三个以上的多室热回收设备,每个充满陶瓷体。各室按时间经历升温蓄热,降温放热,吹死空间回流等步骤,通过阀门交错循环按顺序反复循环,达到连续处理废气的过程。
蓄热催化氧化系统特点:
1)采用RCO工艺净化废气,可同时去除多种污染物,具有工艺流程简单、设备紧凑、运行等优点。
2)RCO具有净化。
3)RCO具有运行费用低的优点,其热回收。
4)整个过程无废水产生,净化过程不产生NOX等二次污染。
5)RCO净化设备可与烘箱配套使用,净化后的气体可直接回用到烘箱加热设备,达到节能减排的目的。
适用范围:
处理技术特别适用于热回收率需求高,且无其它过程可利用作为热交换回收程序;适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。应用行业包括石油、化工、橡胶、油漆、涂装、家俱、印制铁罐、印刷等行业中产生的中废气的净化处理,可处理的物质种类包括苯类、酮类、酯类、酚类、醛类、醇类、醚类和烃类等等。此外还适用于污水处理站的除臭。处理浓度在500~7000mg/m3之间的废气或臭气。